Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Turkcast Issue #44 - Türkiye Döküm Sanayicileri Derneği
Teslimatçı İlişkileri
Turkcast Issue #43 - Türkiye Döküm Sanayicileri Derneği
UCTEA CHAMBER OF METALLURGICAL ENGINEERS
Kongre Programı
Konu 2
Kutay Biberoğlu
Copper 2014 01
KİMYASAL METALURJİ (Refrakter Malzemeler
mta bilimsel etkinlikler haftası
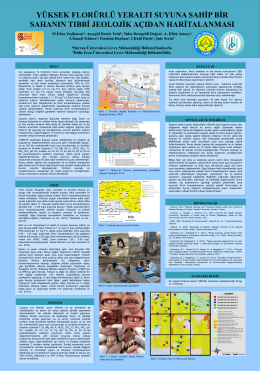
6. Türkiye Jeoloji Kurultayı Poster Sunumu
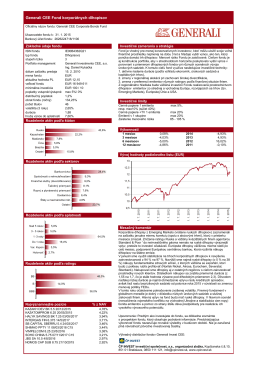
Generali CEE Fond korporátnych dlhopisov
Lütfen Tıklayınız... - İtalyan Ticaret Merkezi
Yolluk-besleyici sistemleri - Megep
Döküm Hataları Atlası - Türkiye Döküm Sanayicileri Derneği
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Feeding Systems 2014 01
2. Uluslararası Katılımlı Kauçuk Kongresi
Ayşe Gül Mangan
3. Ankiros Fotoğraf Yarışması ve Sergisi
uygulaması - Gazete Kadıköy
hammadde fiyatları endeksi - Türkiye Döküm Sanayicileri Derneği






![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000143650_1-f7ce1afcb22eecfccbfd393c61476f92-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000140172_1-3d21a0ce124cd04397ef01ca11bb6f76-260x520.png)