Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Rigid3D Kullanım Kılavuzu
HAYAL ET, TASARLA, ÜRET ZERO KULLANIM KILAVUZU
Obsluha tiskárny FELIX 3.0-CZ
CENNIK REKLAM (w PLN)
HP Designjet Z2100
GEZEGENİMİZ DÜNYA ÜNİTESİ - TEKRARLAYALIM
Türkiye Temsilcisi: Eksim Plastik Polimer Paz. San. Tic Ltd. Şti Tel: +
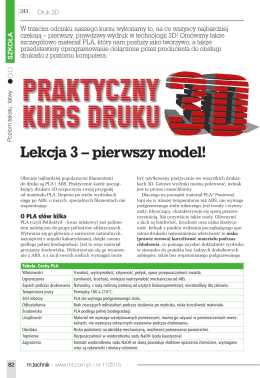
3 część Praktycznego Kursu Druku 3D
PowerPoint Sunusu
Internet Ungovernance Forum - Alternatif Bilişim Derneği
8 część Praktycznego Kursu Druku 3D
Polipropilen Moplen HP552R ( Fibre )
boru hatları / pıpe lınes
Termoplastik Esaslı Polimer Kompozitlerin
Český manuál - Prusa Research sro
CZ100-180_Couverture_TRK ok
İlk Sayfalar - Bitlis Eren Üniversitesi
TERS KARE KANUNU AMAÇ TEMEL İLKELER
4 część Praktycznego Kursu Druku 3D
Balık Yemi Kalitesi Yönetimi– teknoloji ve balık yemi arasındaki ilişkiler
Araç Aydinlatma Ssitemlerinde Geometrik
Isı ve Işık
press releases