Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
tek ve çift kademeli elek teknik şartnamesi - GLİ
ÿþ2 0 1 4 - 1 1 - GLİ - Garp Linyitleri İşletmesi Müessesesi Müdürlüğü
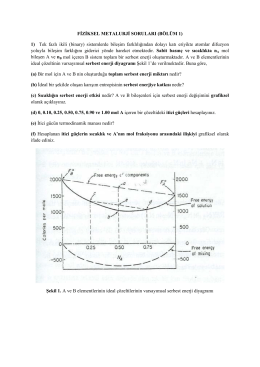
FİZİKSEL METALURJİ SORULARI (BÖLÜM 1) 1) Tek fazlı ikili
Düzeltme Endüstriyel redüktörler, 21280355
tc selçuk üniversitesi fen bilimleri enstitüsü ç
Dosyayı İndir
Omega End. Ekip. Mak. İth. İhr. Ltd. Şti.
kömür sektör raporu (linyit) - Enerji ve Tabii Kaynaklar Bakanlığı
ercan gebeş
2015 YILI ÜÇGEN PROFİL TELLİ RİMA LAVUAR ELEĞİ TEKNİK
ÇELİK DÖKÜM VE İŞLEME İŞLERİ
2014 YILI SANTRİFÜJ TULUMBA TEKNİK ŞARTNAMESİ 1-AMAÇ
GIDA TEKNOLOJİSİ BUĞDAY ÖĞÜTME
pd/pm um/08/00 turkısh
psh moı/09/00 turkısh
RKM 35 ES
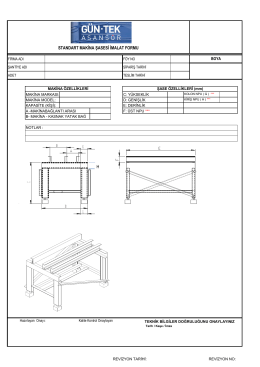
Güntek Asansör Standart Makine Şasesi Sipariş Formu