Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
İnce ve Kalın Kesitli SiMo Küresel Dökme
2. dosyayı indir - Müsiad Düzce Şubesi
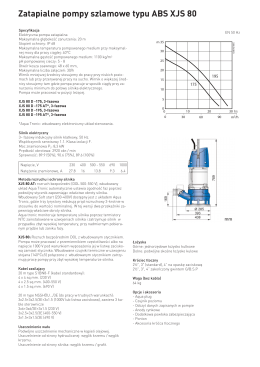
Zatapialne pompy szlamowe typu ABS XJS 80
Katalog 1
katkı malzemesi kullanarak boyasız maça üretimi
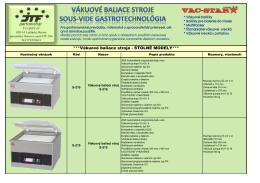
Vákuovacie zariadenia
TİESF GENÇLER ATLETİZM TÜRKİYE ŞAMPİYONASI TALİMATI
STAF, STAF-SG - IMI Hydronic Engineering
Stiahnite si prezentáciu výťahového stroja Sicor - Lift
VV Chvatěruby ÚP č.3_Oznameni_společné jednání
PDF indir
yönetim ve liderlik eğitim yorumları
M STSKÝ Ú AD KRALUPY NAD VLTAVOU
LM28 Alaşımında Tane İnceltme ve Sr Modifikasyonun Si
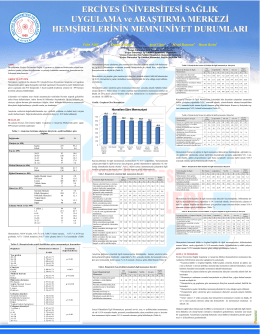
Erciyes Üniversitesi Sağlık Uygulama ve Araştırma Merkezi
çok önemli…………………….! 22 mart 2015 pazar günü saat 10.00
Döküm Hataları Atlası - Türkiye Döküm Sanayicileri Derneği
12-13-14 YAŞ GELİŞİM ÖZELLİKLERİ
2015 Yılı Genel Seçimleri İle İlgili Yasaklar
İmal Usulleri Hafta 3
ch06-Malzeme Bilgisi
1. Meclis Çalışma Raporu - Tarım Orkam-Sen
kasım 2014 programı için tıklayınız.(pdf belgesi)