Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2015 Yılı Genel Seçimleri İle İlgili Yasaklar
EUT 126 – 20, Serbest El Çizim Teknikleri II Bütünleme Sınav
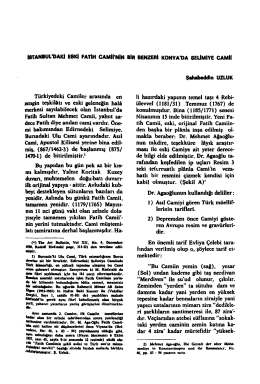
Kariye Camisi`ndeki (Chora Manastırı Kilisesi
CH 15: Metal Şekillendirmenin Temelleri
18 MART 2015 YEŞİL NİZİP ARŞİV
unıcool r-22
imalat yöntemleri_ı
İmal Usulleri Hafta 5-6
Ders Bilgi Paketi - Erzurum Teknik Üniversitesi
View/Open
İmal Usulleri Hafta 4
Döküm Hataları Atlası - Türkiye Döküm Sanayicileri Derneği
Basınçlı Metal Döküm Makina ve Kalıpları
1. Meclis Çalışma Raporu - Tarım Orkam-Sen
İmal Usulleri Hafta 3
katkı malzemesi kullanarak boyasız maça üretimi
Ünite 6
Av. Hüseyin ERSÖZ
TC ULUSLARARASI ANTALYA ÜNİVERSİTESİ SOSYAL BİLİMLERİ
iş planı örneği hazırlama için teknik rehber
Bahar Yemegi Sunumu
DÖKÜM
Makine Elemanları Elemanları_kaynak_2014