Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
dosya indir (818 kb)
dosya indir (781 kb)
1-SICAK İŞLEM TALİMATI 1. Sadece yetkili personel kaynak
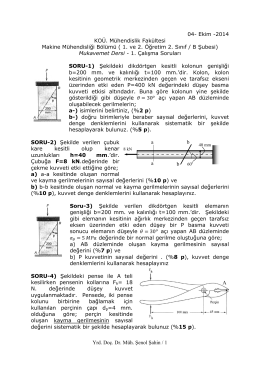
Yrd. Doç. Dr. Müh. Şenol Şahin / 1 04- Ekim
e-catalog - fibercast.com.tr
Plazma Nedir - TeknikBelgeler.com
9- Kaynak Bl. 16 - teknolit.com.tr
Günlük Gazetenin Tamamını Okumak İçin TIKLAYIN
STATİK - AnkaAkademi.com
kaynak yöntemleri - A. Alper Cerit, PhD
pdf indir - Askaynak
2014 YK Faaliyet Raporu
Güzeller `selfie` çekti - Antalya Haber - Haberler