Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
mag - ResearchGate
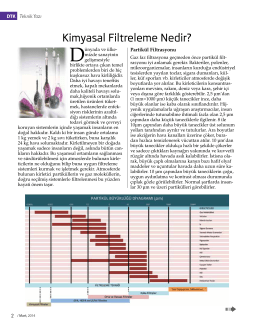
Kimyasal Filtreleme Nedir?
Özlem KARAMAN - e-MEP
MIG MAG Eriyen Elektrod ile Ark Kaynağı
Gazaltı Ark Kaynağı TIG MIG MAG
Astigmatizma
Test soruları cevapları - İstanbul Üniversitesi | Hukuk Fakültesi
Personel Eğitimi
2272 KB - Makina Mühendisleri Odası
lineer anahtarlamalı relüktans motorla asansör tahriki
transsteel 3500/5000
Psikolojinin Kürt Sorunuyla İmtihanı
Özgeçmiş - Makine Mühendisliği
Fronius - KUKA Robotics
Madencilik ve Çimento Sektörüne
Sonuç bildirgesinin tamamını görüntülemek için
2014 Agustos
YAPI YALITIMI
Omega 3 - Zade Vital
1 giriş ve lehimleme
bırn kaplin kataloğu
Tungsten Elektrodlar için Sulu Bileme Makinesi
SPEC-DATA® - Ashford Formula