Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Sıcak Şekillendirilmiş USIBOR 1500p- M6 Civata
Czy metody automatycznej analizy badania EMG mogą zastąpić
dt - Aşkın DEMİRKOL
ORTADOĞU`NUN DEĞİŞEN EKONOMİ POLİTİĞİ
12.12.2014 - Pamukkale Üniversitesi
ArcelorMittal představila nová ultralehká řešení pro výrobu
ArcelorMittal Europe – Flat Products
devamı için tıklayın
İndir - Teknolojik Araştırmalar
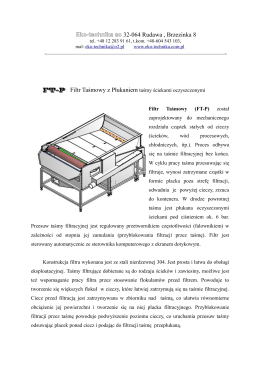
Filtr Taśmowy (FT-P) został zaprojektowany do - EKO
indir - İş Güvenliği Uzmanı
Download - Raj IT School
Ürün ve Hizmet tasarımı