Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
3 tiraz_uvodnik
null
Október/Říjen 2013
Motorová nafta s vyšším podílem biosložky – bezpečné
Odlučovače TZL zo vzdušnín
Záväzná časť - Obec TRNOVEC
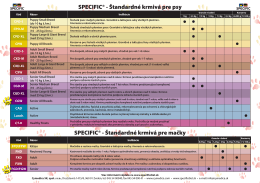
SPECIFIC® - Štandardné krmivá pre psy SPECIFIC
Předpokládaná účinnost konverzních povlaků proti
Nová metóda zvárania vo VÚZ – PI SR Nová metóda zvárania vo
VÝROČNÍ ZPRÁVA 2014
Home & Garden 2013
informačnej brožúrke tu.
Rychleji to nejde - Technický týdeník
ročník: VI. 2/2013 • cena 3 € •
vibrační LEHÁTKO – NÁVOD K POUŽITÍ 7172 vibračné LEŽaDLO
Průmyslová maziva a speciální produkty
číslo 1 - Strojírenská technologie
Číslo 3 Ročník XVII. Říjen 2011
Oleje a maziva pro zemědělské stroje
TU - TriboTechnika
Duża wydajność Strong performance _ Bardzo
zde - Technický týdeník
ročník: VI. 4/2013 • cena 3 € •