Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Október/Říjen 2013
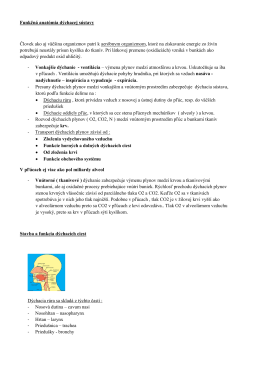
Funkčná anatómia dýchacej sústavy Človek ako aj
ŽILINSKÁ UNIVERZITA V ŽILINE ELEKTROTECHNICKÁ FAKULTA
Návody na praktické cvičenia z biotechnológie
207.4 kB - AUTOOMEGA
Wiadomości
Mapa drogowa rozwoju technologii
D14. Viskoelasticita. Maxwellov model. Kelvinov (Voigtov)
2.15 Úvod do korózie
PSYCHOTRONICA SLOVACA 2012
Ratolesť č. 2 - Základná škola sv. Cyrila a Metoda, Košice
Fakro podkrovné sklápacie schody
2013 Mgr. Michal Bartošovič
TRANSKRYPCJA TEKSTÓW Zadanie 1.
Pozorovanie zmien travertínov vyplývajúcich z teplotnej záťaže
Identifikácia LTI systémov
KONULAR ADI SOYADI 1 Metal malzemeler ve üretim teknikleri 2
revue-testy-bez inz:Layout 1.qxd
spravodaj na internet - Obecný úrad Ľubotice
3 tiraz_uvodnik
2/2010
Vysoko presné rezanie laserom
PAMĚTNÍ SPIS ARVe2014