Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ESAB Swift Art Transfer SAT
zmiany w regulaminie promocji im dłużej, tym lepiej
Ket sa ešče stretávali Trnafčany na švimšúle
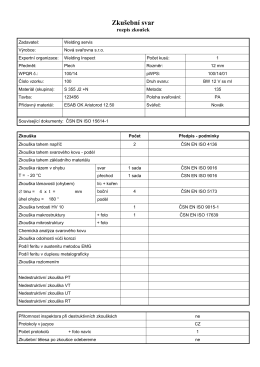
Technický list
OK AristoRod
Kompletní KATALOG standardních svařovacích zdrojů
前 言
italyan firmalar ile ikili iş görüşmelri hk.
Katalog standartního vybavení Koti Hyacint A (2. fáze)
Zváracie stroje ESAB
ROTELLO
zde
zde
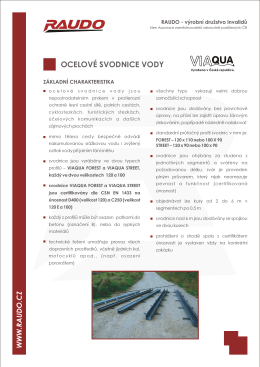
OCELOVÉ SVODNICE VODY
CROSMAN USA ZBRANĚ NA CO2 KÓD NÁZEV MODELU
Stáhnout
Zpětné klapky - ARMATURY Group a.s.
8. Svařování
Konstrukce a funkce - ewm hightec welding
aXe 320, 400, 500 double pulse PULS
TPS/i Robotics_leaflet_CS
ESAB News 1-2 2012
Prospekt