Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Konstrukce a funkce - ewm hightec welding
HALO EŁK
Picomig 180 puls - ewm hightec welding
Člen Asociace dodavatelů plastových potrubí
FFT02_2014
Manuál pro instalaci, užívání a údržbu AY Kondenzační
Motor JL1P65F
T-0000289521_BD Dneperská 4, Košice_14.12.2012
Návody k obsluze
FL48272 - GoGEN.cz
ESAB Swift Art Transfer SAT
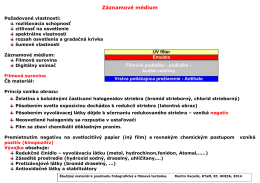
Karlovarský vřídlovec
REFERENČNÍ SEZNAM - PARNÍ TURBÍNY +
NAVOD A ZARUCNI LIST A5 rev15 AUTO BEZUDRZ
220 - 270 - 320 MIG - tiger
Sándor Németh: Modloslužba - 1 - Dnes budeme hovoriť o
Katalog produktu
Katalog standartního vybavení Koti Hyacint A (2. fáze)
tn, tn_profi, tn_rt - BEDNAR Farm machinery
Flash Invest - BNP Paribas Fortis
Sematic SRS DC-PWM Drive
Produkty pro svařování
Návody k obsluze