Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
NT série
Veřejná soutěž na recyklační služby
12 ORL TRAUMATOLOGIE
เซ็นเซอร์การไตเตรท EasyPlus
Vstřikovací stroje řady AX
147 MĚŘÍTKA, PRAVÍTKA, DESKY, STOLY A
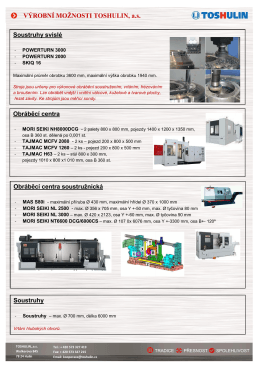
VÝROBNÍ MOŽNOSTI TOSHULIN, a.s.
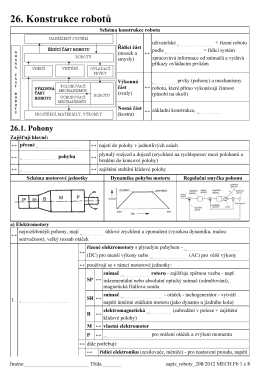
26. Konstrukce robotů
WHN10-CNC/25_cz
m - Strojnícka fakulta
Pryžová dlažba - Unisort s.r.o.
W75_cz - RETOS
RØDE - Audiostacja
PODNIKOVÁ NORMA
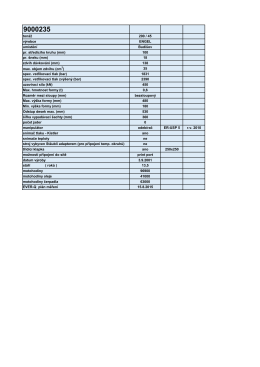
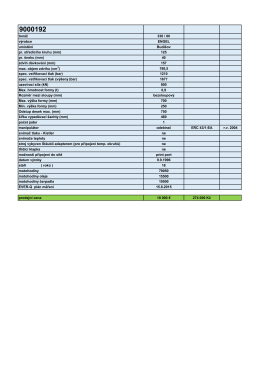
tonáž 200 / 45 výrobce ENGEL umístění Budišov pr. středícího kruhu
Nízkotlaké bezmazné vzduchové kompresory
zde
Zde - Časopis SILNICE ŽELEZNICE
Katalog Margo Laser Digital PMU
125 pr. šneku (mm)
Obráběcí stroje - Katedra výrobních systémů
Loctite 5061 - LOCTITE: loctite
pdf Ke stažení