Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
rozložení teplotního pole v fdm tiskové hlavě
zde - Delta School
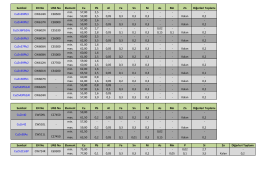
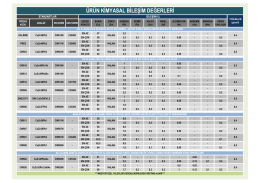
Kimyasal Kompozisyon
Kimyasal Kompozisyon Değerleri
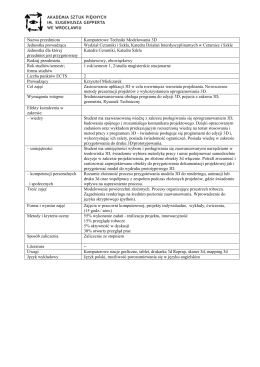
Nazwa przedmiotu Komputerowe Techniki Modelowania 3D
Untitled
Za kolik? 1800,
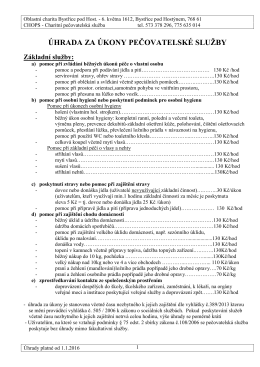
viz ceník - Oblastní charita Bystřice pod Hostýnem
Problémy při návrhu průmyslového potrubí a nádob z plastů Nové
illbruck PU010 Lepidlo pro ETICS systémy
EVANGELICKÁ CÍRKEV METODISTICKÁ V ČR Kurzy Poušť 2015
Dyana LED - Thorn Lighting
Jiří Macek - fasáda, podbití střechy
Průvodce účastí firem na konferenci Excel@FIT
max. 100 bodova - Mašinski fakultet
3.Ünite - Turaniler.com
SC 2010 / 3 - SERVIS CENTRUM
Untitled
SC 2011 / 3 - SERVIS CENTRUM
Kuvvet Yöntemi
katalog Kimla lasery JČ
Buğday Sapı Unu Katkılı Nişasta Esaslı
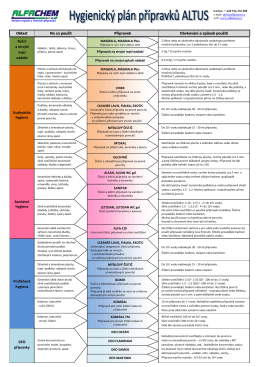
Hygienický plán