Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Laserem řezané SMT šablony – móda nebo nutnost?
Budujte s námi Svět geologie
Untitled - pallavicini
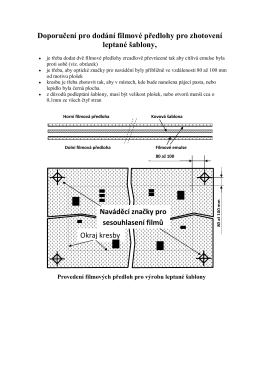
Doporučení pro dodání filmové předlohy pro
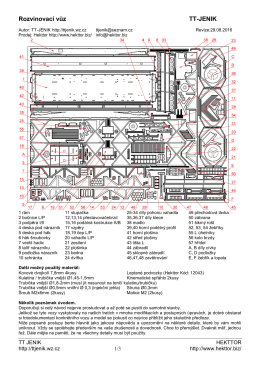
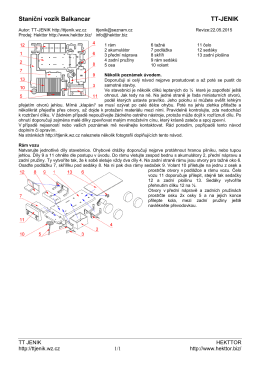
Rozvinovací vůz - TT
Číselné řady Každá číselná řada se rozvíjí podle určitého logického
Jak může iOS chránit vaše data, když mu v tom nezabráníte
Ušlechtilé tisky
firemní profil
Zlatá nit - recenze Aleše Máchala
Staniční vozík Balkancar
SC 2014_1 - SERVIS CENTRUM
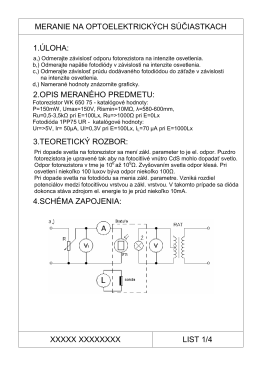
PROTOKOLč15 MERANIE NA OPTOELEKTRICKÝCH SÚČIASTKACH
Technologie návrhu a výroby DPS - MacGyver
dřevník - manuál SA023 - naradi
AUKCE UMĚNÍ PRO RADOST
Ahoj babi, tak jsme tady : tady - HAVEX
stáhněte si pravidla
PDF návod - stavebnice moduly tipa
cz - O SMT-info
Jak bylo před časem avizováno, mám doma na delší
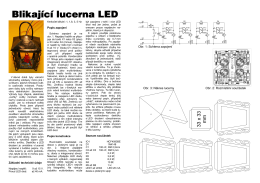
Blikající l Blikající lucerna LED cerna LED cerna LED
1. Sada batérií 4 x AAA / LR03 (1,5 V DC) 2