Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
cz - O SMT-info
Závěrečná zpráva ročníku 2014
ZDE - Laboratoř pro vývoj a realizaci
Představení společnosti
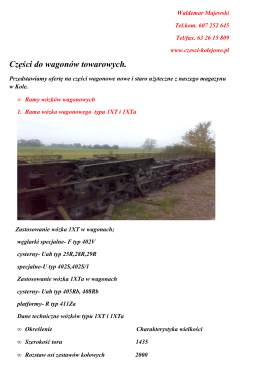
Części do wagonów towarowych - CZĘŚCI KOLEJOWE
prílohe PDF. - ZVT
Pomyłka technologiczne budowniczych katedr?
Letní brigáda
Bakit HO - BL Reach 2010 - Kiesel Bauchemie GmbH & Co.KG
dalekovodi - Kodar Inženjering
SBE_TEZ_YAZIM_KILAVUZU_v1
allura Luxury Vinyl Tiles
Kılavuz
DODATEK SPECJALNY
VŠEOBECNÉ PODMÍNKY - Cenová soustava RTS DATA
stahujte zde - PROMOTEus.cz
Katalog VARI ke stažení pdf je zde!!!
Přehled technik využívaných při Rapid Prototyping
zde - Antecom
Spiess-Urania katalog 2015.indd - Spiess
Skripta (78-100)
Wyniki Bushi Dojo - szkolawalki.nazwa.pl
Zde - Vari