Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
prílohe PDF. - ZVT
CAM350 – kontrola a príprava dát
Instrukcja tworzenia dokumentacji płytkowej v0.83
2.18 Ochranné vrstvy
Biologické indikátory a simulačné pomôcky
Test 7
cz - O SMT-info
1 Modul 3 – Vrstvové technológie Na substrát z izolačného
Pomyłka technologiczne budowniczych katedr?
2/2010
Apple_4_4S_Navod_na_pouztie
: LightBox Displays : Informačné a reklamné svietidlá
City N-Rondo 80, 90
cloud server datasheet v2
Všeobecné obchodné podmienky - ZVT
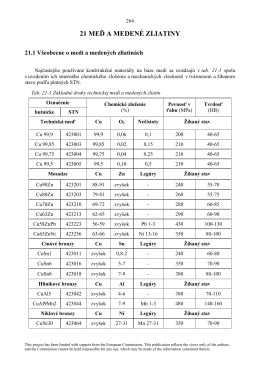
2.21 Meď a zliatiny medi
Kullanıcı Kılavuzu
OBCHODNĚ-TECHNICKÉ PODMÍNKY
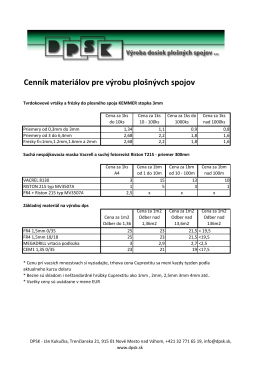
Materialy pre DPS-DPSK
Ulotka dołączona do opakowania: informacja dla pacjenta
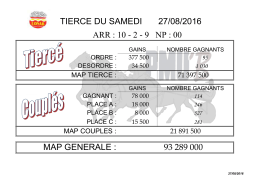
TIERCE DU SAMEDI 27/08/2016 ARR : 10 - 2
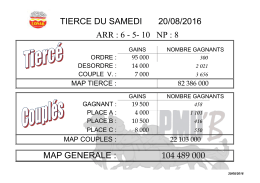
Résultat PMU du 20 aout 2016
Résultat PMU du 24 aout 2016