Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
sborník přednášek - Česká společnost pro povrchové úpravy
Odborný program konference CPPC 2013 ke stažení zde.
stáhni
PRÍSTROJE PRE MERANIE FYZIKÁLNYCH VELIČÍN
stáhni - Povrchová úprava
Jún 2012 - Strojárstvo
Solární regulátor 12V/24V 10A G909 Návod k použití
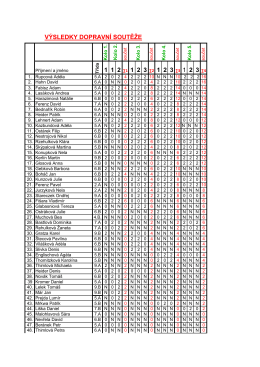
Výsledky dopravní soutěže si můžete prohlédnout ZDE.
xviii - Departman za fiziku
4. číslo červen 2011 1,3MB
Návod na kladkostroj LIFTKET POWER 235
Slovo úvodem Film o žárovém zinkování
Poliranje
Číslo 5/2012 - Hutnické listy
Člověk nese odpovědnost za vše, co kdy ochočil.
Stanovení množství proteinů v buněčném lyzátu
Spravodaj pravodaj
Pokrycia antykorozyjne
požadavky, indikátory vhodnosti a kritéria výběru lokalit pro umístění
Z-ANO - ČVUT
Nanočástice stříbra biologické vlastnosti & aplikace