Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Výrobní program YCM - E
구분 인사번호 성명 1 7003482 김재호 2 7003483 최현아 3 7003484
TUR MN 1150/1350/1550
CZ - Aditeg sro
2 - Rutar
Soustružnické centrum PL45XLM.pdf
ze světa obráběcích strojů
Vítejte - KOVOSVIT MAS
zde - Prosperita
2 3 4 6 22 Čeho je moc, toho je příliš Dřu jen na daně
Sözleşmeli İnfaz ve Koruma Memurluğu Boy – Kilo Ölçüm Tutanağı
Soustruhy KATALOG
Tehlikeli Madde Konteynerlerinin Depolama Alanı İçindeki
Pro výkon je důležitá kvalita.
Przywództwo Strategiczne
Materiálový list jakosti Unibar 400-15
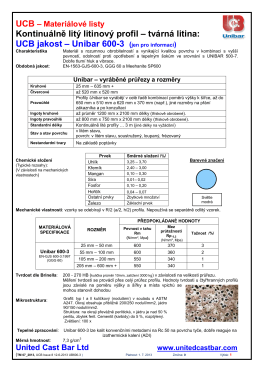
Unibar 600-3
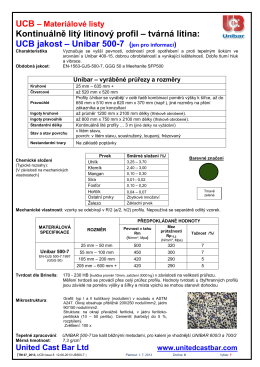
Unibar 500-7
řada PEIIR - APEX DYNAMICS CZECH s.r.o.
CNC portálová obráběcí centra FEELER řady FV
Soustružnické centrum PL240LM.pdf
CNC soustružnická centra FEELER řady FTC a HT
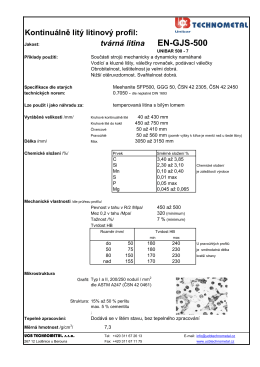
EN-GJS-500-7