Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Proste super! ˇ
Verzia v PDF - Leaderpress
zde - Svět plastů
www.bvv.cz/msv
Historicky největší robot od ABB
Elektrotechnika, elektronika
duben 2013 - Svět plastů
Materiálové provedení PP - TITAN
FIN ZLOM 2013.indd
İndir - BASF.com
MOTORPALBULLETIN — PRAVIDELN É INFORMACEO D Ě N Í VE
TEHNIČKE KARAKTERISTIKE PoliTerm materijala
„Krize se nás zásadně nedotkla. Rostli jsme na úkor konkurence a
Jiříkovské noviny Jiříkovské noviny
Přehled technik využívaných při Rapid Prototyping
Fakulta_strojní
here
Technologie zpracování plastů
Technologie zpracování plasTů
Vše dobré do nového roku Vám přeje
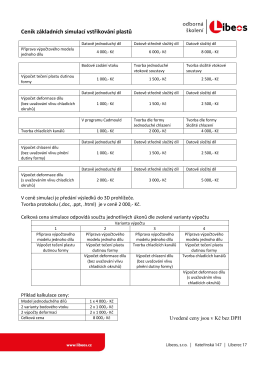
Ceník základních simulací vstřikování plastů
5. Odlévání
doplnky forester.indd - Subaru