Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
duben 2013 - Svět plastů
Proste super! ˇ
viac informácií
Technologie zpracování plasTů
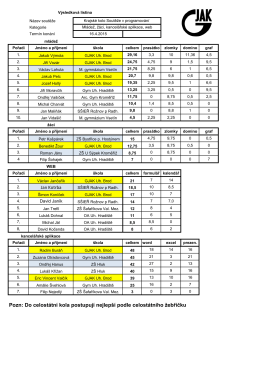
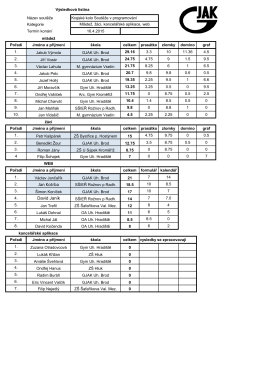
Pozn: Do celostátní kola postupují nejlepší podle celostátního žebříčku
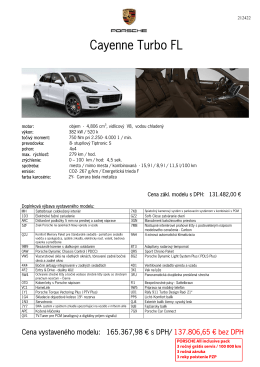
Ceník - Mercedes-Benz
katalóg robotov
propozice - Staffordshire Bull Terrier Club
FIN ZLOM 2013.indd
Katalog výroby od 1.9.2014 Jawa pérák
www.bvv.cz/msv
zde - Svět plastů
Verzia v PDF - Leaderpress
16112011_BROŽURA_korekce_01.pdf
Đslam Dininin Suça Bakışı ve Suçu Önlemeye Yönelik Yaklaşımları
Zastosowanie pakietu Beamer w prezentacjach
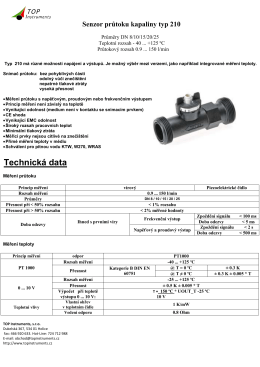
prospekt - TOP Instruments, sro
Delícia - TESCOMA
Klubová výstava 2016 - Staffordshire Bull Terrier Club CZ
TECHnews 7 - 2015
Výsledky_KKprog_2015
4 książki o kreatywności
geropaperitg-no6