Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Technologie zpracování plastů
Izolační praxe 3 - STAV
www.bvv.cz/msv
Technologie zpracování plasTů
13.−17. 9. 2010 - PlasticPortal.eu
Katalóg produktov HELIOS 2014.pdf
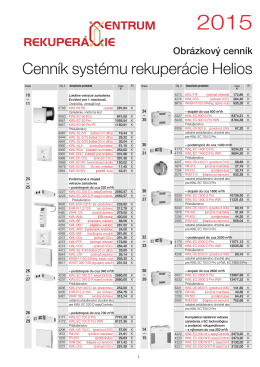
Cenník rekuperácie Helios 2015
Proste super! ˇ
Verzia v PDF - Leaderpress
kontınas dergı sayı--10
Magazín společností Broker Consulting, as, Fin Consulting, as, a
Mustafa Barış Ata, M.D., M.Sc.
Elektrotechnika, elektronika
Yağlama Rehberi
FIN ZLOM 2013.indd
CENNiK pricelist jasna 2014 2015
Nasazení PLM systému Teamcenter řeší ve
zde. - MM spektrum
Zobrazit článek ve formátu PDF - Západočeská univerzita v Plzni
gwk-Prospekt "weco" · Tschechische Sprachfassung · 09/2016
Obecní dům
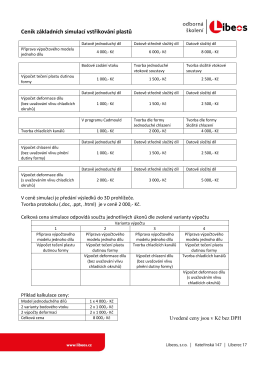
Ceník základních simulací vstřikování plastů
mühendislik plastikleri sektörüne bakış