Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
dt - A. Alper Cerit, PhD
TDV DIA - İslam Ansiklopedisi
DOGRUDAN TEMIN TEKLiF MEKTUBU
Yorulma Sınırı
CH16: Kütlesel Şekillendirme Yöntemleri
Yard. Doç. Dr. Asuman Cömert Erkılınç Lisans
tc trakya üniversitesi fen bilimleri enstitüsü yanal ekstrüzyon ile dişli
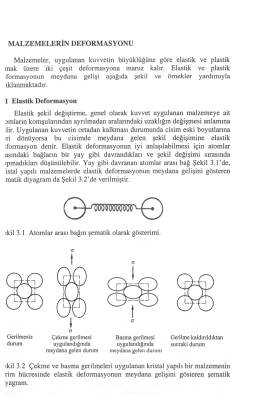
Ürün Dökümanı
Zamor i lom konstrukcija - Fsb
akdeniz deniz alayı
Oksidaz testi - Türkiye Halk Sağlığı Kurumu
Berkhan Ağar ile Söyleşi - İzmir Yüksek Teknoloji Enstitüsü
yvg_155 - Yeni Vatan Gazetesi Online
11. Hafta Damla Sulama
TEKNİK şARTNAME 1- KONU:
İmal Usulleri Hafta 2
çelik talaş takviyeli plastik matrisli kompozitin düşük hızlı darbe
İmal Usulleri Hafta 8
Adı soyadı: Okul no: Sınıfı: 9_ A B C D E F b)
dirme temel elektrik ark kaynağı
ANALİZ İŞLEYİŞ PROSEDÜRÜ