Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PODLOGE ZA VJEŽBE IZ ALATA I PRIBORA 1
Modeli vhodnih vrat Classic
1 - Jugometal
Vol. 3-2012 - University of Belgrade
1 I. Mašinske konstrukcije, V stepen 1) Presjeci i prekidi 2) Kotiranje
RÖFIX 950
Sikaflex-252 - Sika Croatia
L A G U NA
i T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ FARKLI
Preuzmi
KATALOG PROIZVODA
TEHNIČKA ŠKOLA NOVI BEOGRAD PRVA
GÜMRÜKTEN ÇEKİLEN MALZEMELER
rs-fbih/3cs - ta in improvement and preparation of road standards
HAHN+KOLB SRBIJA - HAHN+KOLB Werkzeuge GmbH
ovde - Klik za dom
linka - Stolarska radionica
PROGRAMIRANJE CNC MAŠINA IV 1.Objasniti potprogram
KOMPLETAN ASORTIMAN SVIH VRSTA BUGIJA I KRUNA
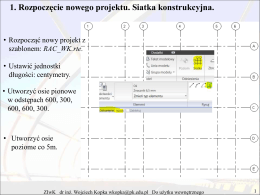
RAC_WK.rte.