Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
RUDARSTVO - Mikro Kontrol
- JKP "Vodovod Valjevo"
Curriculum Vitae (CV) - Elvis Ahmetović
Stop niskim zaradama – pokažimo solidarnost!
Reference kompanije.pdf
Bušenje
KAPITALIZACIJA ZNANJA – PROFIT KROZ ISTRAŽIVANJA
Februar 2011. NOVA INVESTICIJA U US STEEL
STS Sistem Organizasyon Şeması
Italijanske investicije u Srbiji
I N T E R K E R Á M Kft Obrada pokrivne boje za staklo serije H 32
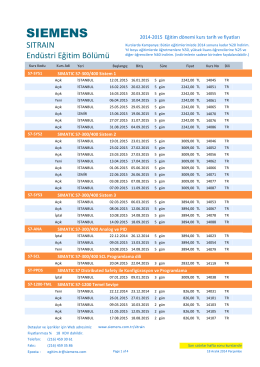
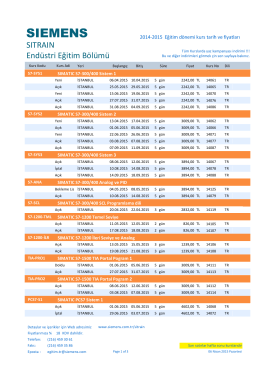
sıemens - Siemens
sıemens - Siemens
Multifunctional sterilizer
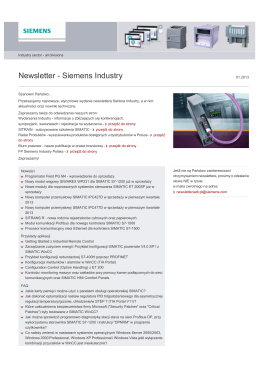
Newsletter - Siemens Industry
Spínacia a istiaca technika
dağıtım hatları askı ve gergi zincir izolatör takımları hırdavatı teknik
amper 2013 - Technický týdeník
Slévárny - Zpráva o životním prostředí 2014
stiahnúť v PDF - PROCESNÁ AUTOMATIZÁCIA as Košice
OP[TA OSNOVA GAZDOVANJA
Prezentacija NDT Pro d.o.o.
POŠTANSKO - LOGISTIČKI TEHNIČAR