Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
ТЕХНИЧКА ДИЈАГНОСТИКА - Tehnička Dijagnostika
developments in virtual reality laboratory for factory of the
Broj 1 - Tehnička Dijagnostika
sjait 6
ŠTA ĆEŠ TI DA STUDIRAŠ?
Dokumenta potrebna za upis
KLUPSKO TAKMICENJE - RADNA1 24 zajedno
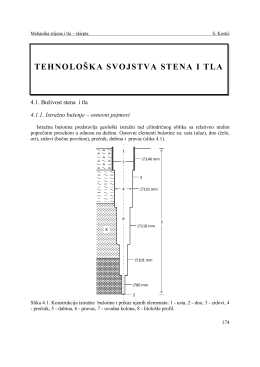
TEHNOLOŠKA SVOJSTVA STENA I TLA
Baumit open plus klima Fasadni sistem
Broj 1, april 2010
Prirucnik za sprovodjenje energetskih pregleda zgrada
Projekat
isAllowed=y;Pregled/Otvaranje