Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
mitigation of thermal process contaminants by alternative
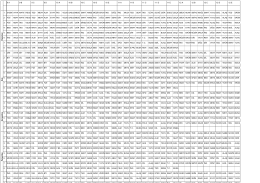
P a za rte si S a lı Ç a rş amba P e rş embe P a za rte si S a lı Ç a rş
ankara üniversitesi ziraat fakültesi peyzaj mimarlığı
Ağız Tadıyla Bayramlar için Etli Lezzetler
Hakem Onaylı Makale - Gıda Kontrol Laboratuvar Müdürlükleri
CV of Professor MAHMUT DOĞAN - Erciyes Üniversitesi | Gıda
IYCr2014-12_054_cristal et aussi_TUR33_A0_Mise en page 1
2. SINIF YATAY GEÇİŞ SONUÇLARI ASİL SIRA NO Adı Soyadı
Spojení separačních technik a hmotnostní spektrometrie
ADLİ BİLİMLER DERGİSİ MAKALE ÖZETLERİ
BAsıN-iş sENoiKAsı ANKARA şUBEsi - Basın
Tesisatta ısı yalıtımı - Celal Bayar Üniversitesi
klikněte - zocsvsvetla.cz
NEWS • HABER - Magazine BBM
Kontrola medu 2012
Rozszerzalność temperaturowa ciał stałych 1. ___/(0-1)
14 Şubat Sevgi Dolu Tarifler
Open full article
3-MCPD - สถาบันอาหาร
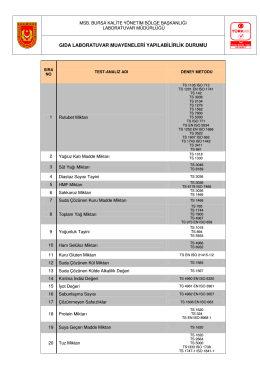
gıda laboratuvar muayeneleri yapılabilirlik durumu
Curriculum Vitae of Bilgehan ARSLAN
Curriculum Vitae