Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
1998 KB
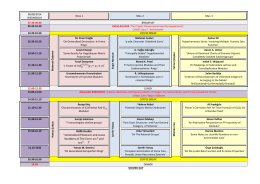
Sala 210 godzina piątek godzina sobota 7.03.2014r. 8.03.2014r
DERS İÇERİKLERİ - Tunceli Üniversitesi
kasios tcp hp
www.interendustri.com
E-Katolog - savaş değirmen makinaları imalatı çorum
Regulaminie - Gmina Stegna
Unicool Mikro E - karta charakterystyki
e-katalog
PowerPoint Sunusu - Akılcı İlaç Kullanımı
İÇİNDEKİLER
Geleceği Aydınlatan Lavabolar - BEÜ I. AR-GE Proje Pazarı
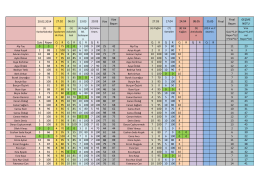
Vize Vize Başarı Final Final Başarı GEÇME NOTU Quiz Rapor
esra erdim - Marmara Üniversitesi
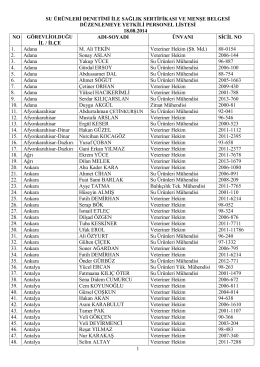
Su Ürünleri Denetimi ile Sağlık Sertifikası ve Menşe Belgesi
document
Generalized Fibonacci and Lucas Numbers of The Form and 1
Taşıt Kauçuk Burçlarının Hiperelastik ve Viskoelastik
Büyük farkları ince detaylar yaratır.
Büyük farkları ince detaylar yaratır.
Toz Metalurjik Malzemeler
Jesienne biegi przełajowe 2014/2015
Sinterleme Teknolojisi