Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
kimyasal köpük ajanı kullanılarak enjeksiyonla üretilen talk
Bej Mermerlerde Epoksi Uygulamasının Atmosferik
IEEE Paper Template in A4 (V1) - Bilecik Şeyh Edebali Üniversitesi
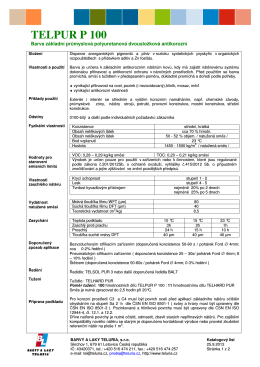
TELPUR P 100 - BARVY A LAKY HOSTIVAŘ, as
Rastgele hatalar
Termoplastik Esaslı Polimer Kompozitlerin
termodinamik
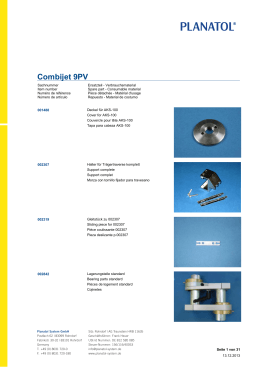
Esploso - 600
YALOVA DEFTERDARLIĞI MİLLİ EMLAK MÜDÜRLÜĞÜNDEN
Festival kitapçığı için tıklayınız!
3 - Daikin
BÜTÜNLEŞİK ALÜMİNYUM KÖPÜKLERİN
MAL201 Callister Faz Dönüşümlari (TTT)
Döküm Yöntemleri - A. Alper Cerit, PhD
Swiss Otel Bodrum Staj ve İş görüşmeleri için tıklayınız.
EK66
Kırılma Konferansı Bildiri Yazım Kılavuzu
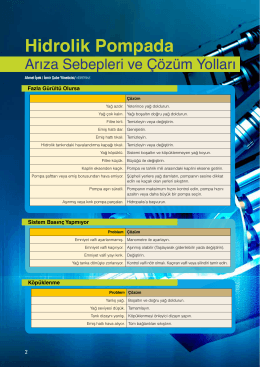
Hidrolik Pompada Arıza Sebepleri
Program 19 12 15
kapı darbe sönümleyici tasarımı ve analizi
2-Evrensel Bir Sorun: Göç Eden Kadınların Sağlığı Ve Sağlık
Celý katalog TRI-CON (Alfa)
hrp - Niğde Üniversitesi