Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
daha iyi zincir yağlanması
Katalog produktów - lubrication engineers polska – lubrication
ZDE - Inter Cars
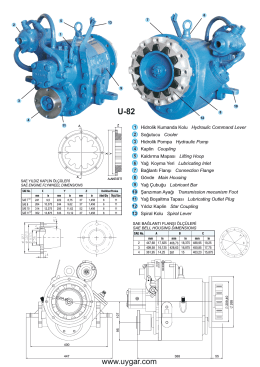
U-82 Hidrolik Deniz Şanzımanı - Uygar Hidrolik Deniz Şanzımanları
Sempozyum Programı
15 Mesleki yeterlik-1
Bakım Bilgisi Ders Notları
INTERVALY ÚDRŽBY ÚDRŽBA GR1600−II GR2100−II
Sualtında Fotoğaf Çekmek
uputstvo za upotrebu - Oleo-Mac
Szczegóły - SPSK1 PUM SZCZECIN
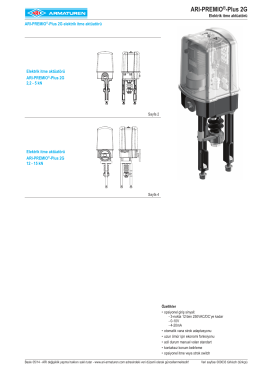
ARI-PREMIO®-Plus 2G
OM, Rider 316T, Rider 316T AWD, Rider 316Ts AWD
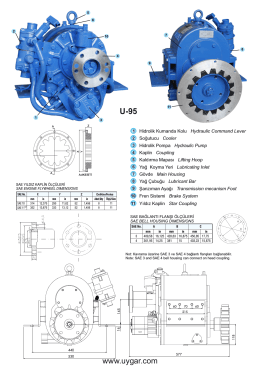
u-95 hidrolik kavrama
TEKNİK ŞARTNAME AFi50XX
bitkisel yağlar vegetable oıls
BRIGGS & STRATTON PŘEDSEZÓNNÍ NABÍDKA
karaciğer hastalıkları hayatımızı nasıl etkiler
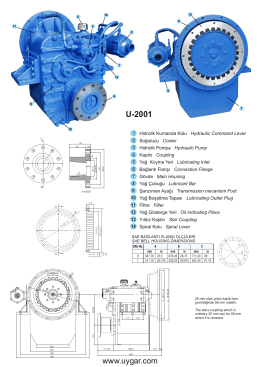
U-2001 - Uygar Hidrolik Deniz Şanzımanları
Türk zeytinyağına eski saygınlığını kazandırmak amacıyla 5 yıl önce
Praha, září 2015 Malý pomocník, velká sací síla Absorpční podložka
a beszámolóhoz
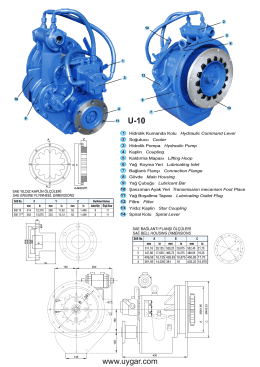
U-10 Hidrolik Deniz Şanzımanı - Uygar Hidrolik Deniz Şanzımanları