Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Water Jet|Surface|Quality|Control
Dodatečná informace č. 1 k zadávacím podmínkám
Súvislosť medzi parametrami drsnosti povrchu a
Peter Staněk Cena prežitia
zoznam strojov
nejlepší volba mycí pasty na ruce
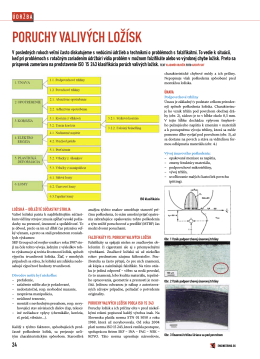
Február 2013 - Strojárstvo
İndir - Teknolojik Araştırmalar
Zadania
SZ T5-3
nejlepší volba mycí pasty na ruce
Pomiary drgań podczas procesu cięcia strugą wodno
prehľad najčastejšie používaného abrazívneho - it
C Plunzerski cilindri.cdr
a comparison of student views on web-based and face-to
การสร างตัวตรวจจับคลื่นอะคูสติกอีมิชชันจาก
Návod na použitie - Tocopotrebujes.sk
tttropaplyn - Střední průmyslová škola kamenická a sochařská
Október/Říjen 2013
Pevnejšia oceľ pre silnejších zákazníkov
piezoelektrik liflerinden üretilmiş elektriğin ölçülmesi
Verzia v PDF - Leaderpress
Badanie oddziaływań siłowych podczas cięcia