Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
PRÍPRAVA ZVÁRAČOV NA SKÚŠKY PODĽA STN EN 287
MEDZINÁRODNÝ ZVÁRAČSKÝ PRAKTIK – IWP
Inštruktor zvárania kovov
artid=36;vzor protokolu.pdf - AGENTÚRA AUTO DATA, spol. s ro
onkológia v urológii - Ministerstvo zdravotníctva SR
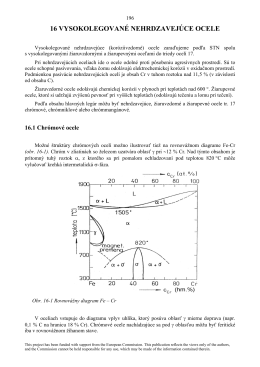
16 vysokolegované nehrdzavejúce ocele
2.20 Materiály na výrobu odliatkov, zvariteľnosť
Školský poriadok - Základná škola Janka Matúšku
Organizačný poriadok ObFZ Kysúc
Virtuálna hospitácia – Biológia: Osmotické javy v bunke
Burza práce
Rádiografické skúšanie pomocou digitálnych detektorov z
STN EN ISO 17636-2 jednoduchá cesta prechodu od