Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
SPRAVODAJ ATD SR 1, 2 / 2010
Jogszabály- és szabványváltozások - 2014
SYSTÉMY PRENOSU DÁT
Pasivní optické polymerní planární struktury pro optický přenos dat
InfoElektro ŽSR 11/2010 - Spoločnosť dopravy SVTS
Odborný posudok - Akademická knižnica AOS
CENNÍK - Regionálny úrad verejného zdravotníctva so sídlom v
obchodného názvu: Mobil 1 ESP Formula Emission System
Provoz, údržba a opravy silničních vozidel I. část - autor
váš výrobce přístrojů pro vibrační diagnostiku
diagnostické systémy a spolehlivost dopravních prostředků
Strana 1 žltý 01 | 2015
PDF - Knihy Off-Line
The Conference Program
Spravodaj 1/2015 Športová gymnastika ženy
Fúze & Akvizice
12-Provoz, diagnostika a údržba strojů 07.pdf
Zde - Nemocnice České Budějovice
Úplná účtovná zavierka za rok 2010
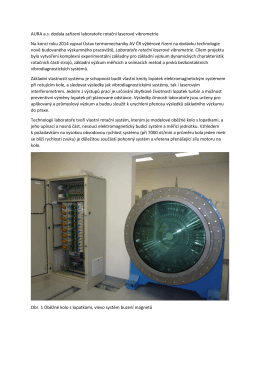
ZDE - AURA a.s.
Úvod do gravimetrie
Pozvánka na KURZ TRIBOTECHNIK I,II – Dudince 9
3. Pokyny