Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Robotické aplikácie v priemysle
Zem ako vesmírne teleso.pdf
č. 4/2013 Svet Dopravy
Výroba
13th PACKTECH EXPO BALKAN 2014 CATALOG OF EXHIBITORS
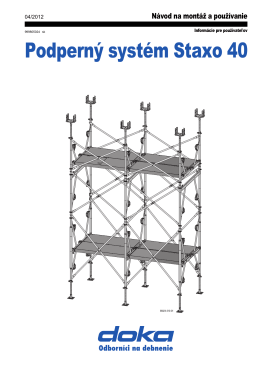
Podperný systém Staxo 40
PRAKTICKÉ CVIČENIE Z FYZIKY ČÍSLO 1. Gymnázium Partizánske
Podstata a ciele výrobnej činnosti
To najlepšie z Bahco 2014/2015
cenník remmers 2010
Technológia II. – Zváranie / Tvárnenie Zváranie
Malířská stříkací pistole SHARKS SH 680 Instrukční manuál Obj
Materiály
Elektrokoagulátory Elektrochirurgické príslušenstvo
Spektrum 2/2010 (pdf., 3 MB)
program - TRUMPF Slovakia, sro
Technický list materiálu Protegol 32-55 RRM
Od hrania k vedeniu - Základná škola s materskou školou, SNP 47
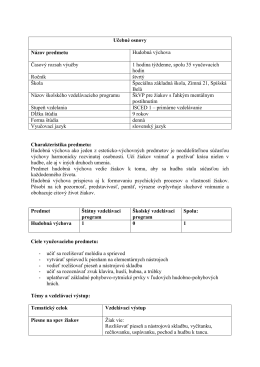
Učebné osnovy Názov predmetu Hudobná výchova Časový rozsah
Karcher- hobby 2015
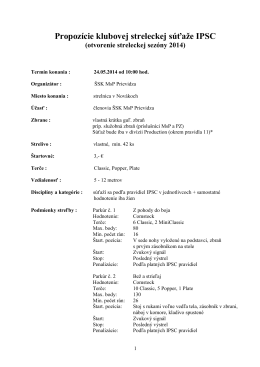
Propozície streleckej súťaže
Automatizácia – základné pojmy Automatizácia – súvisiace
garážové brány - Garážová vrata Trido