Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Güç Aktarma Elemanları EğitimiGÖZAT
Günlük Bülten - Şeker Yatırım
Kullanım Talimatları ARCH™ Laminoplasti Sistemi
Döküm Hataları Atlası - Türkiye Döküm Sanayicileri Derneği
GSR-Katalog `unu yükle, ölçme
ATALAY 76-1000 WIRE-LINE EXPLORATION DRILL
Enerji Santrali Soğutma Suyu Boru Hattı Yenilenmesi
ATALAY 76-300 wıre-lıne
Colilert-18 Metodu ile Koliform ve E.Coli grubu bakteri tespiti
bırn kaplin kataloğu
WEINIG WORKS WOOD - Mw
BAŞVURU KABUL VE SÖZLEŞME PROSEDÜRÜ
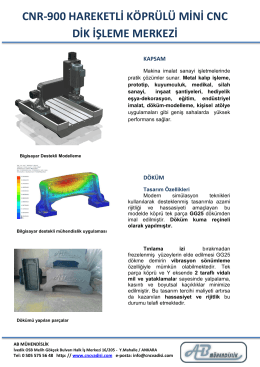
cnr-900 hareketli köprülü mini cnc dik işleme merkezi
Drvotehnika br. 36 - Mw
Kullanım Talimatları MATRIX™ Omurga Sistemi
ders notu
Göster/Aç - DSpace@Adu - Adnan Menderes Üniversitesi
Karbür Kaplama - Yüzey Mühendislik Kaplama
FORMASYON EKİM DÖNEMİ YENİ GRUPLAR.pdf
Temel Bilgi Teknolojileri
09 tork ve denge - Nihat Bilgin Yayıncılık
B.3-1 Wolf Yogusmalı Kazan Fiyat Listesi.xlsx
Mart 2014 - Sayı 171 Aylık Şiir ve Eleştiri Dergisi ISSN