Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
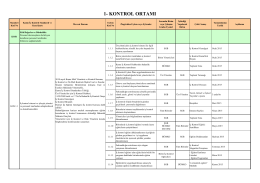
Göster/Aç - DSpace@Adu - Adnan Menderes Üniversitesi
Makine Kırılması Sigortası Özel ve Genel Şartlar
Paper(Available in Turkish)
View/Open
Kataloğu İndir
4.Ünite - Turaniler.com
8-Giriş-Çıkış Teknikleri
İzmir Karşıyaka Belediyesi
İZMİR KONAK BELEDİYESİ 2013 YILI SAYIŞTAY
Veri İletişimi Temelleri
SUPAR SUPAP PARÇA SAN.TİC.A.Ş ARIZA KİTAPÇIĞI
Bir hayvanın günlük mera yem ihtiyacı:
Dr.M.Talat ŞİMDİ ÖZEL Sayfa 1 / 93 Eğitim Notu Konu
İlçe Milli Eğitim Müdürlüğü Yazısı - Gülnar İlçe Milli Eğitim Müdürlüğü
Göster/Aç - DSpace@Adu - Adnan Menderes Üniversitesi
Güç Aktarma Elemanları EğitimiGÖZAT
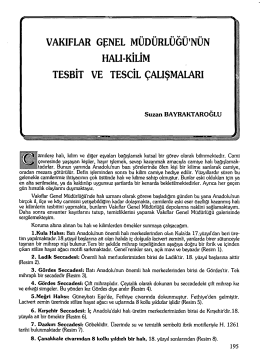
Selçuklular ve Osmanlı Döneminde Medreselerin Mali Kaynakları
Cenovnik-PP-i-PVC-fitinga-VALDOM
Lift Control Boards
2015 Yılı MB İKEP
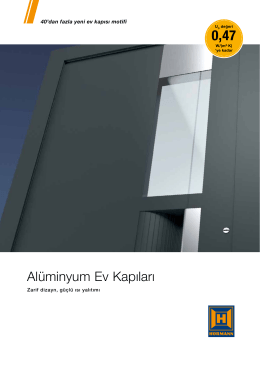
Alüminyum Ev Kapıları - Atay Yapı Sistemleri
5 bin 406 çığlık - Yeni Yüzyıl Gazetesi
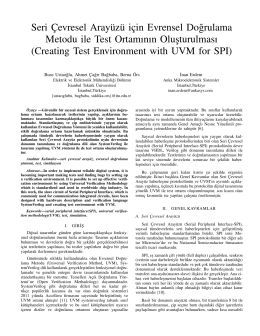
MATLAB Ortamında Trafik Levhalarının Algılanması ve Tanınması