Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Katalog 2 - SVAŘOVÁNÍ, VELKOOBCHOD
Top Oscilloscopes : achat d`oscilloscopes et instruments de mesures
Stanovisko
Testery elektryczne
CastoMag
Persta - IBL Slovakia, sro
Ci¹gi modułów m kół zębatych wg PN
CORPORATE PRESENTATION
Zavarivanje katalog
tabele standarda - Sonex Metal & Chemical Industries doo
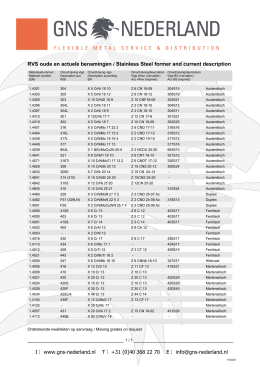
RVS producten - GNS Nederland
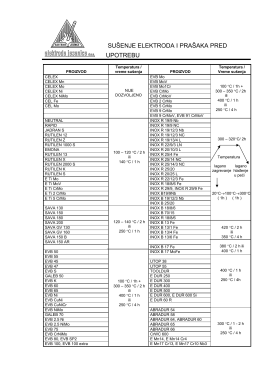
sušenje - MARK professional
Laboratorní příručka
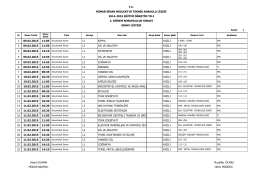
1 09.02.2015 L1 KİMYA YAZILI 2 09.02.2015 L3 DİL VE ANLATIM
PLAN REORGANIZACIJE MAČKATICA AD
Testery napięcia i ciągłości serii T50/T100
Deklaracja włączenia maszyny nieukończonej
Katalog 1
Cloud a povinné osoby ze zákona o KB
Katalog EBERLE
RAKU-TOOL® Epoxidové licí systémy
katalóg - stojany na bicykle
Katalóg pre rok 2014