Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
besleyici kaynaklı döküm hataları
Çekinti Hatası - WordPress.com
SİNİR DOKUSU Prof.Dr.Ayhan Bilir
Kongre Programı
53 bilyalı filtrelerle yapılan metal filtrasyonu
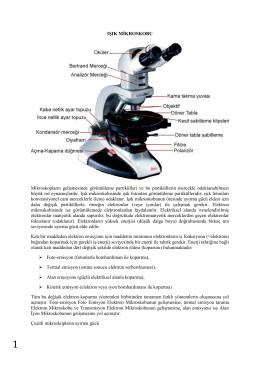
IŞIK MİKROSKOBU Mikroskopların gelişmesinde görüntüleme
Rozdział IV SIWZ - Szczegółowa Specyfikacja Techniczna
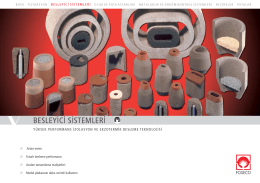
Feeding Systems 2014 01
Sert Bakır Berilyum Alaşımlarına Alternatif..
Program - niğde için benimde bir projem var proje pazarı 18
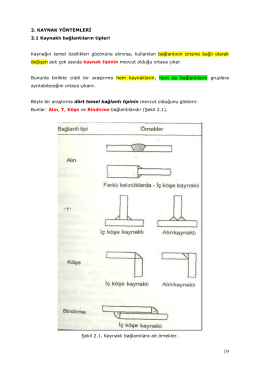
2. KAYNAK YÖNTEMLERİ 2.1 Kaynaklı bağlantıların tipleri
tc ankara ünġversġtesġ sosyal bġlġmler enstġtüsü antropolojġ
Faaliyet Raporu 2013