Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhněte si č. 13 v PDF - Česká společnost pro údržbu
KATALÓG PRODUKTOV 2014
OTOČNÉ SMĚŠOVACÍ VENTILY OBSAH
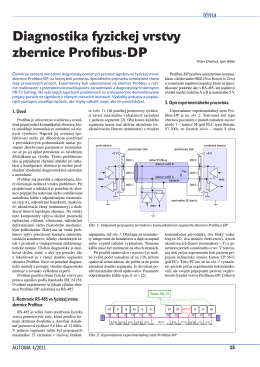
zde - Časopis Automa
Stáhněte si č. 24 v PDF - Česká společnost pro údržbu
17,90 - Autodiely DD AUTO
Elektronické zapaľovacie systémy.pdf
Rozbor možností řešení řízení rizikových stavů v České republice s
Elektrotechnika - Elearning VOŠ, SOŠ a SOU Kopřivnice
6,50 - Autodiely DD AUTO
Osciloskopy 2013.pdf
Čo je to Platinum points?
Kompletní katalog pronájmové techniky
MYSLIVNA 2010-sborník přednášek - D
nápadník
Učiteľské noviny číslo 37 /strana 2
Nowości wystawców - POLAGRA-Tech
pdf - 11.6 MB - Dejiny - Internetový časopis
Regulační ventily (PN 16) VF 2 – 2-cestné, přírubové
3-13 - Pedagogické rozhľady - Metodicko
Stáhněte si č. 32 v PDF - Česká společnost pro údržbu
Stáhněte si č. 11 v PDF - Česká společnost pro údržbu
Stáhněte si č. 14 v PDF - Česká společnost pro údržbu