Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Form Talysurf Intra
Řada přístrojů s vysokým rozlišením pro automatickou kontrolu tvaru
Program TalyMap
Hassas Ölçü Aletleri
VÝPRODEJ VÝPRODEJ... - quick
Manuál - Victron Energy
Katalog Livanza
19. STT - Teorie obrábění, optimalizace řezných podmínek 1 - X-ZIL
Cjenovnik - Peugeot.ba
KATALOG
Montážní návod designové konvektory MINIB
Ke stažení klikněte zde.
KS_poster f.pdf - Kalksandstein CZ
Newsletter 01
Kahverengi alüminyum oksit
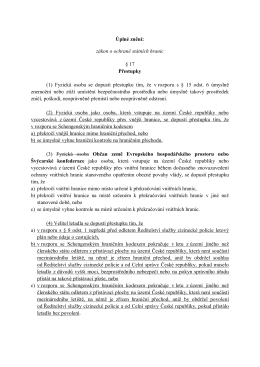
Załącznik nr 1 do odpowiedzi na pytania
(1) Fyzická osoba se dopustí přestupku tím, že v rozp
Zarzadzenie Nr 31/2014 z dnia 5 maja 2014 r.
Pobierz - Combustion Engines
CZ-15001 Update ke katalogu měřicích přístrojů CZ
Surtronic® Duo
Maden İşleme Çözümleri Kataloğu
CCI Roundness - IMECO TH sro