Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Metody technické diagnostiky teorie a praxe
AUTOMATIZAČNÍ SYSTÉMY I.
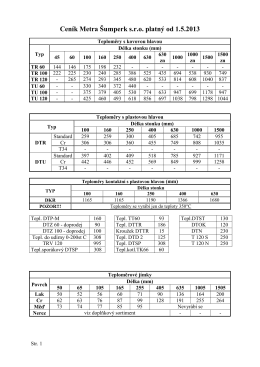
Teploměry s kovovou hlavou
Měření vibrací ve vibrodiagnostice
Prezentácia - Power
Analogové elektronické nástroje
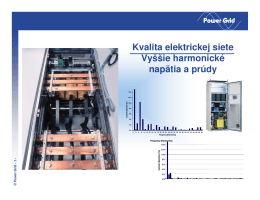
Kvalita elektrickej energie podľa platných STN
12-Provoz, diagnostika a údržba strojů 07.pdf
Provoz, údržba a opravy silničních vozidel I. část - autor
12-Provoz, diagnostika a údržba strojů 10.pdf
Audit mazania
Tribodiagnostika a vibrodiagnostika
Č e c h o p i s
Údajový list VIBROPORT 80
Zachovejme si výjimečnost a atraktivitu! Rozhovor s
plynové teploměry
Stavební návody 3, V.0.pdf
zde - Robotiáda
PŘEHLED SORTIMENTU
PDF verze - Betlémské světlo
diagnostické systémy a spolehlivost dopravních prostředků
Simulace chodu asynchronního generátoru se spalovacím motorem