Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Keramika pro tepelně odolné super slitiny (HRSA)
Experimental Investigation of Various Type Absorber Plates for Solar
Zpráva o činnosti Hornického muzea Příbram za rok 2014
Untitled - Kresťania v meste
Inovace a produktivita
vysoce vyspělá keramika vyspělá keramika yspělá keramika spělá
obrobitelnost nerezových ocelí
Úloha č - Střední průmyslová škola strojnická a Střední odborná
F2334R – Specialista na obrábění turbínových lopatek
Pokročilé keramické materiály: Úvod
Plán práce na školský rok 2014/2015
Kritéria pre prijatie uchádzačov o štúdium na šk. rok 2012/13
ZÁKLADNÁ ŠKOLA JANOVA LEHOTA Č
2.1.14. Výpočty a vzorce pro frézování
Seznam DUM
1 Vlastnosti kapalin a plynů
GA-X Serisi - 90° Açılı Kafa ISO30/40 Çıkışlı
TELEKOMUNIKÁCIE - Ústav telekomunikácií
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
projekt na stiahnutie
Katalogová nabídka
Požadavky pro připojení do distribučních sítí - Část 8-2: Sítě
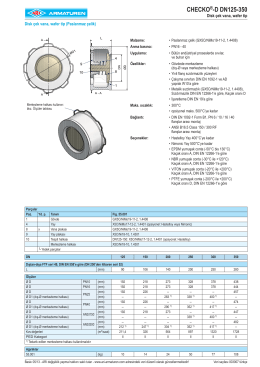
CHECKO®-D DN125-350