Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2.1.14. Výpočty a vzorce pro frézování
Seznam DUM
PL - Tesnici pripravky pro otopne systemy - STOP LEAK
Keramika pro tepelně odolné super slitiny (HRSA)
SHH - DC Pumps sro
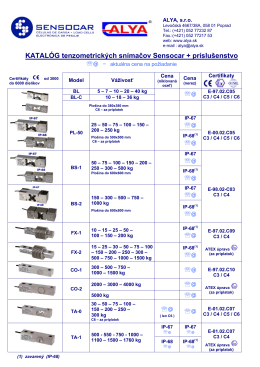
KATALÓG tenzometrických snímačov Sensocar + príslušenstvo
Soustružení a frézování (učební materiál)
VAČKOVÉ KROKOVÉ PŘEVODOVKY cz.pdf
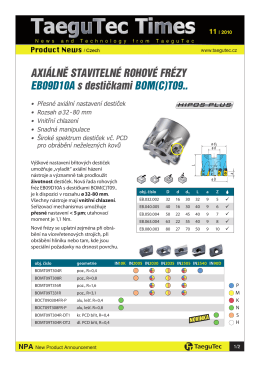
BOMT09- axiální nastavení
CNC PROGRAMOVÁNÍ - FRÉZOVÁNÍ
SPECIÁLNÍ NABÍDKA: FRÉZY ZA 1 € Beyond BLAST KSSM™
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE
Bosch Elektrikli El Aletleri 2015 Şubat Ayı Kampanya Kitapçığı
2.Maturitní úlohy – Algebraické výrazy
ventilátory ve heko 100 ve heko 600 info cz verze
katalog Kimla lasery JČ
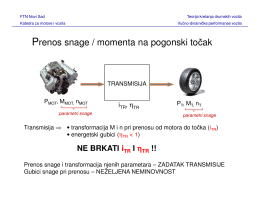
Prenos snage i vučno-brzinska karakteristika
Potrošnja goriva - Teorija kretanja drumskih vozila
Agregaty chłodnicze - to nasza specjalność …
kyslíkové a plazmové pálící strojky
OctoPlus
AGROTÝM České spořitelny
(Microsoft PowerPoint - KU-ERM 1