Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
AT-1-Пројектовање_layout-a
PROIZVODNI POGON
Chapter 03 - raspored.singidunum.ac.rs
Chapter - 6-2(13.04.2015.)
dio sadržaja - .pdf - MOSTOVI
Predavanja Power Point
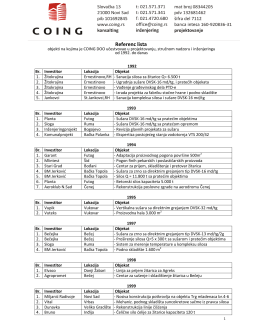
Referenc lista
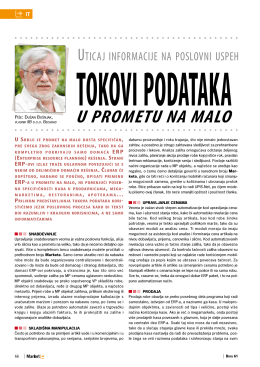
u prometu na malo
siemens sıvacon s8 ile yüksek güvenlik
Радови на домаћим конференцијама
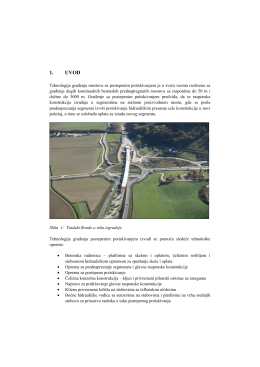
1. UVOD
kataloğu inceleyin
Na temelju članka 21. Zakona o državnoj službi u institucijama
oprema za sečenje gasom
Bilten broj 4 - Hrvatski nogometni savez
Finalna informacija! - Univerzitet u Novom Sadu
Dimenzionisanje nosaca za uticaje torzije.pdf
Održivo korištenje zemljišta (LUS)
11097-Statistika-Deskriptivna analiza
Program seminara( - 467,42 KB) - naklada