Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Döküm - Prof.Dr Akgün Alsaran
Döküm Deney Föyü - Erzurum Teknik Üniversitesi
TPD – CETAD Ortak Basın Açıklaması
Kültür ve Turizm Bakanlığından: KAYSERİ KÜLTÜR
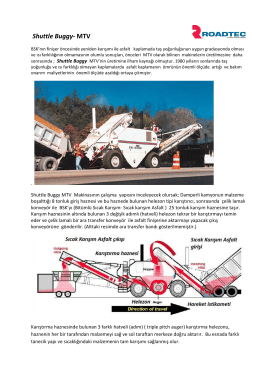
Shuttle Buggy- MTV
MacBook Air (Early 2014) - Support
Bahar Yemegi Sunumu
2015 Yılı Genel Seçimleri İle İlgili Yasaklar
Ağı Dağı, Ciğer Gölü - Biyoloji Kongreleri
Toz Kömür Brülörü - Personel Web Sistemi
6.Ünite - Turaniler.com
tel çekme prosesi ve inklüzyon hasarları
Ülke Raporunun içeriğini görmek için tıklayınız..
mantarı sertleştirilmiş r350ht rayların kaynağı
Cupressocyparis leylandi (Melez servi)
Hastane Bilgi Yönetim Sistemleri
Çekirdekleşme
2014-2015 EĞİTİM-ÖĞRETİM YILI AVRUPA KOLEJİ OKULLARI
Travelair N