Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Seçil Kauçuk / Bumerang Kaizeni
KalDer KAYSERİ TEMSİLCİLİĞİ KAİZEN EKİPLERİ / KALİTE
KONULAR ADI SOYADI 1 Metal malzemeler ve üretim teknikleri 2
NEMTAŞ A.Ş. GEMİLERİ GÜNCEL SEFER DURUMU
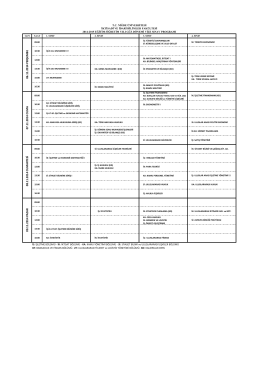
2015-2016 güz lısansüstü ders programı
Yeşim Tekstil`den Öğrencimiz Büşra KÜÇÜKBOYLU`ya Ödül
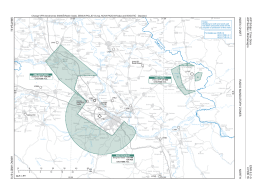
LYVA AIRAC AMDT 6/15 RADIO MANDA T O R Y ZONES AIP Srbija
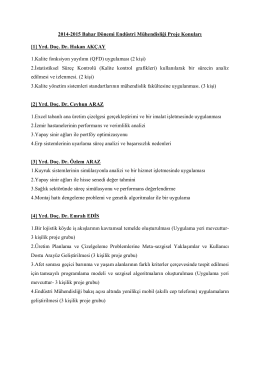
2014-2015 Bahar Dönemi Endüstri Mühendisliği Proje Konuları [1
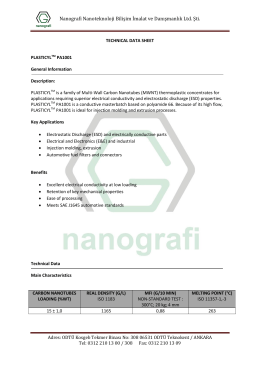
here - Nanografi
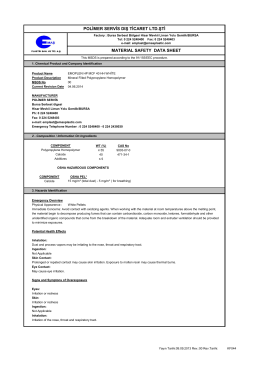
polimer servis dış ticaret ltd.şti materıal safety data
Document
Serviscape
3. Klasik Koşullama
Konu 2
Kilim Mobilya / Yenilikçiler Kaizeni
Proje Sunumumuz - Galatasaray Lisesi
2014-2015 EĞİTİM-ÖĞRETİM YILI GÜZ DÖNEMİ VİZE SINAV
Dr.İbrahim ÖZLER GELİBOLU İLÇE MÜFTÜSÜ İbrahim ÖZLER
Lemi GÜNGÖRDÜ Workshop
Kütüphane Kullanım Şartları ve Ödünç İşlemleri Nasıldır?
TÜRKÇE ÖĞRETİMİ
Hazırlayan: Zafer AY
Biancalani ve Pentek Makinalarında Temizlik Sürelerinin İyileştirilmesi