Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Öğütme Eleme - Mühendislik Fakültesi
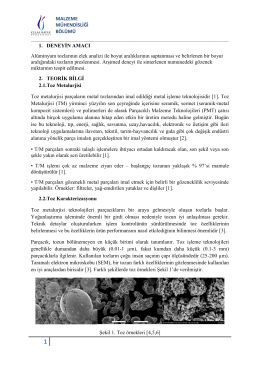
Toz Metalurjisi
FREKANS KONTROLLU ASANSÖRLERDE ENERJİ EKONOMİSİ
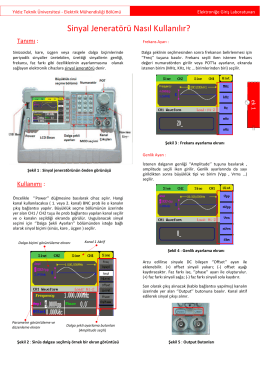
Sinyal Jeneratörü Nasıl Kullanılır? - yarbis
Rüzgar enerjisi ve rüzgar türbinleri – Hakan Akata
Un - TOBB
Kristalizatör Beslemesi Hazırlama - Megep
ecocirc XL ve XLplus
normallik testleri verileri yüzde ve frekanslarla betimleme bir grup
Müsabakaların sonuçları için tıklayınız…
Geri Kazanım ve Kompost Üretimi
ehm 382 sayısal haberleşme dönem projesi
4 WILKINSON GÜÇ BÖLÜCÜ (POWER DIVIDER) TASARIMI