Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Toz Metalurjisi
Öğütme Eleme - Mühendislik Fakültesi
İndir - Kırıkkale Meslek Yüksekokulu
mal 201 ders uygulama belgesi 2014
Un - TOBB
İşletme Anabilim Dalı- Doktora Programı Ders İçerikleri
1175 KB
BARTIN ÜN*VERS*TES* MÜHEND*SL*K FAKÜLTES* METALURJ
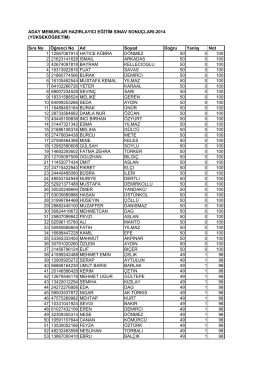
Müsabakaların sonuçları için tıklayınız…
FARKLI Ca/P ORANINA SAHİP SENTETİK
DIÞ TÝCARET UZMANLIÐI SERTÝFÝKA PROGRAMI GRUP
MAT201E Differential Equations Midterm Exam 28 March 2015
ders uygulama belgesı 2014
Çekme Deneyi - Bilecik Şeyh Edebali Üniversitesi Makine ve İmalat
Aday Memur Hazırlayıcı Eğitim Sınav Sonuçları – 2014
Kullanım Klavuzu İndir
Kristalizatör Beslemesi Hazırlama - Megep
ventilatör ile ilişkili olayda (vio)
SURİYE - HumanitarianResponse
Tromboz – Pulmoner Emboli
Metot etüdünde kullanılan temel diyagramlar II (pdf)
tedarik zinciri yönetiminde bilgi sistemleri
Ilık Derin Çekme Ünitesinin Kurulumu ve Aa5754-o