Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
null
Geçmişten Günümüze Hidrometalurji
20_uek_bılımsel_program
ortaklar (gaziantep)
2014 Sustainability Report
PREGLED NAUČNIH I STRUČNIH REZULTATA
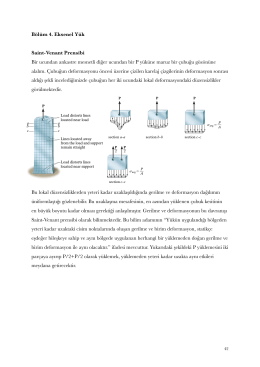
Yer Altı Kaynakları Dergisi | Journal of Underground
12 Sedmdesátkrát sedmkrát
Liç - WordPress.com
Müfredat
ııı. uluslararası aliağa liman yönetimi ve lojistik zirvesi sunumum
Untitled - Türkiye Madenciler Derneği
CAMI 2016 - Istanbul University
Please click to see the e-magazine.
ders notu
CAMI 2016 - Istanbul University
hammadde fiyatları endeksi - Türkiye Döküm Sanayicileri Derneği
E-dergi olarak görüntülemek için tıklayınız
Hidrometalurji
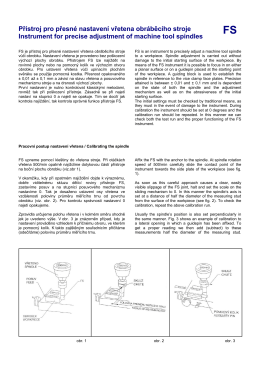
FS Přístroj pro přesné nastavení vřetena obráběcího stroje
MME310 - Bursa Teknik Üniversitesi
ARGETEST Sahadan Prosese
Kavčí Hory Office Park