Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Montaj Hattı Dengeleme notu
1t* tT
Birliktelik Kısıtları Altında Montaj Hattı Dengeleme
ÖYP`li Araştırma Görevlilerinin 50D`ye Dönüştürülmesi İkinci Genelge
Editörden - Turkish Studies
Türkiye 100 Programı
TS EN ISO/IEC 17043/4 - Gıda Kontrol Laboratuvar Müdürlükleri
İŞLETİM SİSTEMLERİ KURULUM MODÜLÜ 1. BIOS Bilgisayar
Üniversitelilerimiz Dûn Seldiler
İkincil Düzenlemeler Işığında Yatırım Kuruluşlarına İlişkin
ptt a.ş. personel alım ilanı
การเพิ่มประสิทธิภาพสายการผลิตงานเชื่อมประก I
HAM YAĞLARIN RAFİNASYONU
REFERENCES 1. Tangen S. Evaluation and Revision of
ptt a.ş. personel alım ilanı
YÖNEYLEM ARAŞTIRMASI-1 -Dual Simpleks Metodu-
Wizualizacja dla nauki 18 września 2015 r.
Arka Işık Ünitelerinin İmalinde Kullanılan LED Diyotlu Devre
- SRBOOK.net
Montaj hattı örnek
2547 sayılı kanunun 33.maddesi uyarınca öyp kapsamında bir
Türkçe
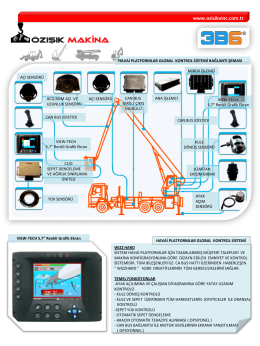
Sepetli platform